
根据了解现场浇铸区宽3米、长120米两条浇铸生产线,单架行车行走进行浇铸,在浇铸时产生较大烟气粉尘,对车间内空气环境造成污染及工人工作身体 大伤害。由于随着现在环保排放要求的提高,对浇铸区产生烟气进行改造处理。


树脂砂铸造厂浇铸车间除尘器设计方案在设计时需要考虑的因素:
1、环保排放标准
2、铸造厂材质
3、车间浇铸区的分布
4、实际工况确定风量和温度
5、根据工序,分析管路走向及是否需要二次除尘工艺
树脂砂铸造厂浇铸车间除尘器设计选型:
1,处理风量,除尘器风量应由标况风量应换算成工况风量。
2,除尘浓度,应符合标准。
3,运行温度,上限应低于所选滤袋允许的长期使用温度,下线应低于露点温度10-15摄氏度。需要注意的是,当烟气中含有酸性气体时,露点温度较高。
4,清灰方式,粉尘清灰的难易程度,烟气含尘浓度的大小。对粘而细或者含尘的烟气,宜采用清灰的清灰方式,否则,选择较弱的。原则上应采用清灰方式。
5,除尘布袋,含尘气体的理化性质,粉尘的理化性质,清灰方式,过滤风速。



结合小、中、大、型铸造的砂箱铸造现场经验,我们选用出以下两种处理方案。
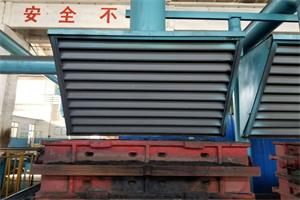
树脂砂铸造厂浇铸车间除尘器设计方案1
根据浇铸车间布局,铸件大小,一般较大铸件,而且人员吊装的,浇铸线不超150米的长度的可以使用接轨式浇铸跟踪除尘。
工作原理:
由跟踪接轨式风箱跟踪浇铸点,进行定位跟踪除尘,随着浇铸点45度进行工作,45度设计原理按砂箱内部浇铸压力循环外排气流方向设计,减少吸力,合理设计 风速,降低设备成本,也避免了浇铸完的区域 较小烟气的二次处理成本。
结合某火车配件铸造企业的现场,铸件为中型铸件,单件为700公斤,吊包为20吨,从一头开始浇铸,车间现场面积小,而且还不能影响行车人员视线, 走廊还不能占有,还要考虑综合设计成本,面对这样的工况,我们采取了侧循环独立磁控管路按单砂箱工位设计或者三工位设计,主1副2小3的风量阀门来设计三个吸尘工位,解决了浇铸中,浇铸后,的烟气粉尘处理区间差问题。这样的设计整体设备成本降低了风量设计成本,电费及后期滤料的成本也降低了很多,还提高了空间利用面积,其操作全部由电控系统,设计伺服跟踪,按行吊走速频率给与设计信号,降低人耗,是目前较为 的处理方式。
相关产品:点击查看




